當(dāng)前位置:首頁(yè) > 新聞動(dòng)態(tài) > 企業(yè)動(dòng)態(tài) > 正文
注塑成型過(guò)程的步驟
發(fā)布時(shí)間:2019-06-21 11:08:55 點(diǎn)擊次數(shù):3855
注塑成型是把塑料原料(一般經(jīng)過(guò)造粒、染色、加入添加劑等處理后的顆粒料)放入料筒中,經(jīng)過(guò)加熱塑化,使之成為高粘度的流體--為熔體,用柱塞或螺桿作為加壓工具,使熔體通過(guò)噴嘴以較高的壓力(約為25~80MPa)注入模具的型腔中,經(jīng)過(guò)冷卻、凝固階段,而后從模具脫出,成為塑料制品。
注塑成型的四大要素:
1.塑膠模具?2.注塑機(jī)?3.塑膠原料?4.成型條件
注塑成型過(guò)程一般包括合模-——填充——(氣輔,水輔)保壓——冷卻——開(kāi)模——脫模等6個(gè)階段,如圖所示,各成型步驟代表注塑成型的不同階段,通過(guò)對(duì)注塑機(jī)參數(shù)的設(shè)定,在正常生產(chǎn)的情況下注塑機(jī)會(huì)自動(dòng)完成,下面對(duì)各注塑過(guò)程進(jìn)行簡(jiǎn)單的說(shuō)明。
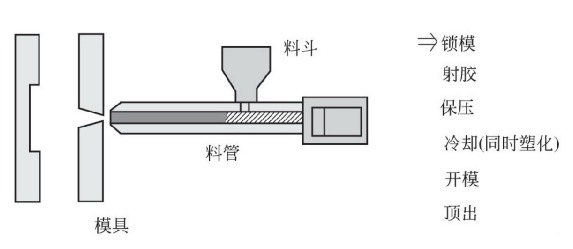
圖注塑成型過(guò)程
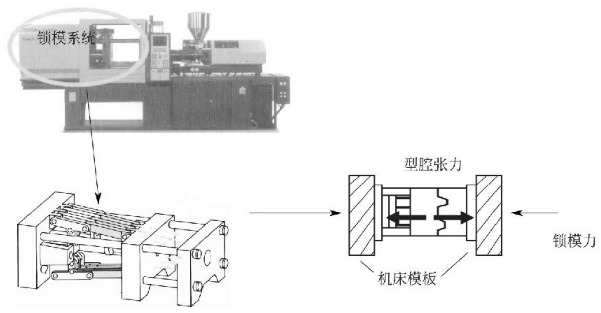
1.鎖模(合模)、開(kāi)模過(guò)程
注塑機(jī)的開(kāi)合模動(dòng)作是由鎖模系統(tǒng)完成的,對(duì)于液壓-機(jī)械(連桿)式注塑機(jī),圖1-2所示,主要通過(guò)機(jī)鉸的運(yùn)動(dòng)進(jìn)行模具的開(kāi)合,鎖模時(shí)對(duì)模具施加鎖模力,用來(lái)克服注塑成型時(shí)型腔的張力,開(kāi)模動(dòng)作主要作用是取出產(chǎn)品,好進(jìn)入下一個(gè)循環(huán)的生產(chǎn)。
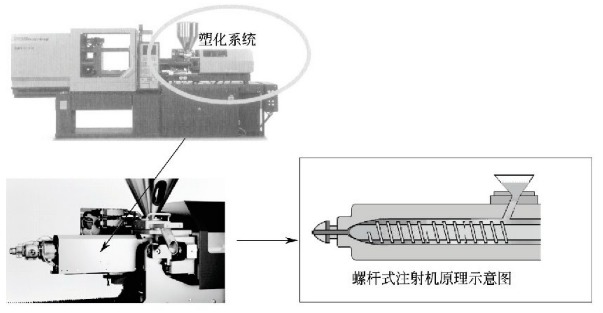
2.射膠、保壓和塑化
射膠、保壓和塑化動(dòng)作主要是通過(guò)注塑機(jī)的塑化系統(tǒng)來(lái)完成,在注塑機(jī)的一個(gè)循環(huán)中,能在規(guī)定的時(shí)間內(nèi)將一定數(shù)量的塑料加熱塑化后,在一定的壓力和速度下,通過(guò)螺桿將熔融塑料注入模具型腔中。注射結(jié)束后,對(duì)注射到模腔中的熔料保持定型,如圖所示。
3.冷卻過(guò)程
產(chǎn)品冷卻階段是高溫熔體通過(guò)料筒前面的噴嘴和模具的澆道系統(tǒng)射入預(yù)先閉合好的低溫模腔中,在模具內(nèi)冷卻定型的過(guò)程。冷卻定型過(guò)程對(duì)生產(chǎn)周期影響較大,需根據(jù)產(chǎn)品生產(chǎn)工藝要求,設(shè)置合理的冷卻時(shí)間。
4.產(chǎn)品頂出
產(chǎn)品頂出由注塑機(jī)上的頂出系統(tǒng)來(lái)完成,注塑機(jī)開(kāi)模后,產(chǎn)品頂出系統(tǒng)向前,頂出產(chǎn)品后回退,產(chǎn)品頂出方式根據(jù)取件的要求可以設(shè)置為保持、回退、中間頂出等模式,見(jiàn)圖。
注塑成型的四大要素:
1.塑膠模具?2.注塑機(jī)?3.塑膠原料?4.成型條件
注塑成型過(guò)程一般包括合模-——填充——(氣輔,水輔)保壓——冷卻——開(kāi)模——脫模等6個(gè)階段,如圖所示,各成型步驟代表注塑成型的不同階段,通過(guò)對(duì)注塑機(jī)參數(shù)的設(shè)定,在正常生產(chǎn)的情況下注塑機(jī)會(huì)自動(dòng)完成,下面對(duì)各注塑過(guò)程進(jìn)行簡(jiǎn)單的說(shuō)明。
圖注塑成型過(guò)程
1.鎖模(合模)、開(kāi)模過(guò)程
注塑機(jī)的開(kāi)合模動(dòng)作是由鎖模系統(tǒng)完成的,對(duì)于液壓-機(jī)械(連桿)式注塑機(jī),圖1-2所示,主要通過(guò)機(jī)鉸的運(yùn)動(dòng)進(jìn)行模具的開(kāi)合,鎖模時(shí)對(duì)模具施加鎖模力,用來(lái)克服注塑成型時(shí)型腔的張力,開(kāi)模動(dòng)作主要作用是取出產(chǎn)品,好進(jìn)入下一個(gè)循環(huán)的生產(chǎn)。
2.射膠、保壓和塑化
射膠、保壓和塑化動(dòng)作主要是通過(guò)注塑機(jī)的塑化系統(tǒng)來(lái)完成,在注塑機(jī)的一個(gè)循環(huán)中,能在規(guī)定的時(shí)間內(nèi)將一定數(shù)量的塑料加熱塑化后,在一定的壓力和速度下,通過(guò)螺桿將熔融塑料注入模具型腔中。注射結(jié)束后,對(duì)注射到模腔中的熔料保持定型,如圖所示。
3.冷卻過(guò)程
產(chǎn)品冷卻階段是高溫熔體通過(guò)料筒前面的噴嘴和模具的澆道系統(tǒng)射入預(yù)先閉合好的低溫模腔中,在模具內(nèi)冷卻定型的過(guò)程。冷卻定型過(guò)程對(duì)生產(chǎn)周期影響較大,需根據(jù)產(chǎn)品生產(chǎn)工藝要求,設(shè)置合理的冷卻時(shí)間。
4.產(chǎn)品頂出
產(chǎn)品頂出由注塑機(jī)上的頂出系統(tǒng)來(lái)完成,注塑機(jī)開(kāi)模后,產(chǎn)品頂出系統(tǒng)向前,頂出產(chǎn)品后回退,產(chǎn)品頂出方式根據(jù)取件的要求可以設(shè)置為保持、回退、中間頂出等模式,見(jiàn)圖。

